26/08/2007
I erhvervslivet, og især inden for produktion, bliver begreberne effektivitet og efficiens ofte brugt i flæng. Selvom de lyder ens, beskriver de to fundamentalt forskellige aspekter af ydeevne. At forstå forskellen er ikke kun en akademisk øvelse; det er afgørende for at kunne identificere spild, optimere processer og i sidste ende forbedre en virksomheds rentabilitet. Denne artikel vil dykke ned i definitionerne, udforske hvordan de måles gennem nøgletal som Overall Equipment Effectiveness (OEE), og give dig indsigt i, hvordan du kan bruge denne viden til at skabe kontinuerlig forbedring.
- Hvad er Forskellen på Effektivitet og Efficiens?
- Introduktion til Overall Equipment Effectiveness (OEE)
- De Tre Søjler i OEE: Tilgængelighed, Ydelse og Kvalitet
- De Seks Store Tab (The Six Big Losses)
- Fra OEE til OOE: Et Bredere Perspektiv
- Almindelige Faldgruber og Myter om OEE
- Ofte Stillede Spørgsmål (OSS)
Hvad er Forskellen på Effektivitet og Efficiens?
Lad os starte med at slå de to begreber fast. De er ikke synonymer, men snarere to sider af samme mønt, når det kommer til optimal drift.
- Effektivitet (Effectiveness): Handler om at gøre de rigtige ting. Det er et mål for, i hvor høj grad et ønsket resultat eller mål opnås. Hvis dit mål var at producere 1.000 enheder på en dag, og du producerede 1.000 enheder, var du 100% effektiv. Effektivitet fokuserer udelukkende på outputtet og resultatet.
- Efficiens (Efficiency): Handler om at gøre tingene rigtigt. Det måler, hvor godt du udnytter dine ressourcer (tid, materialer, arbejdskraft, energi) for at opnå et resultat. Du kunne have produceret de 1.000 enheder, men hvis du brugte dobbelt så meget tid eller materiale som budgetteret, var du ineffektiv. Efficiens fokuserer på processen og inputtet.
Man kan være effektiv uden at være efficient. Forestil dig at køre en pakke fra København til Aarhus i en sportsvogn. Du opnår målet (effektivitet), men omkostningerne i brændstof er enorme (inefficiens). Omvendt kan man være efficient uden at være effektiv. Hvis du bruger minimalt brændstof på at køre pakken til Roskilde, når den skulle til Aarhus, har du været meget efficient, men du har ikke nået dit mål, og er derfor ineffektiv.
I en produktionssammenhæng er målet at være både effektiv og efficient. Dette opnås ved at producere det rigtige antal produkter (effektivitet) i den rigtige kvalitet med minimalt spild af tid og ressourcer (efficiens). For at måle dette præcist, bruger industrien et kraftfuldt værktøj: OEE.
| Aspekt | Effektivitet | Efficiens |
|---|---|---|
| Fokus | Resultat (Output) | Proces (Input) |
| Spørgsmål | Gør vi de rigtige ting? | Gør vi tingene rigtigt? |
| Mål | At nå det fastsatte mål | At minimere ressourceforbrug |
| Eksempel | Producerede det planlagte antal enheder | Producerede enhederne med mindst muligt spild |
Introduktion til Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness, eller OEE, er en globalt anerkendt standard til at måle produktionseffektivitet. OEE blev først beskrevet af Seiichi Nakajima som en central del af Total Productive Maintenance (TPM) metodologien. Metrikken giver et klart billede af, hvor godt en produktionsproces udnyttes i den tid, den er planlagt til at køre.
En OEE-score på 100% repræsenterer en perfekt produktion: Maskinen kører altid med maksimal hastighed, producerer kun godkendte emner og har ingen stop i den planlagte tid. I virkeligheden er dette en teoretisk utopi. OEE's styrke ligger i at nedbryde de tab, der forhindrer os i at nå de 100%. Den afslører, hvor potentialet for forbedring er størst, ved at kombinere tre separate faktorer.
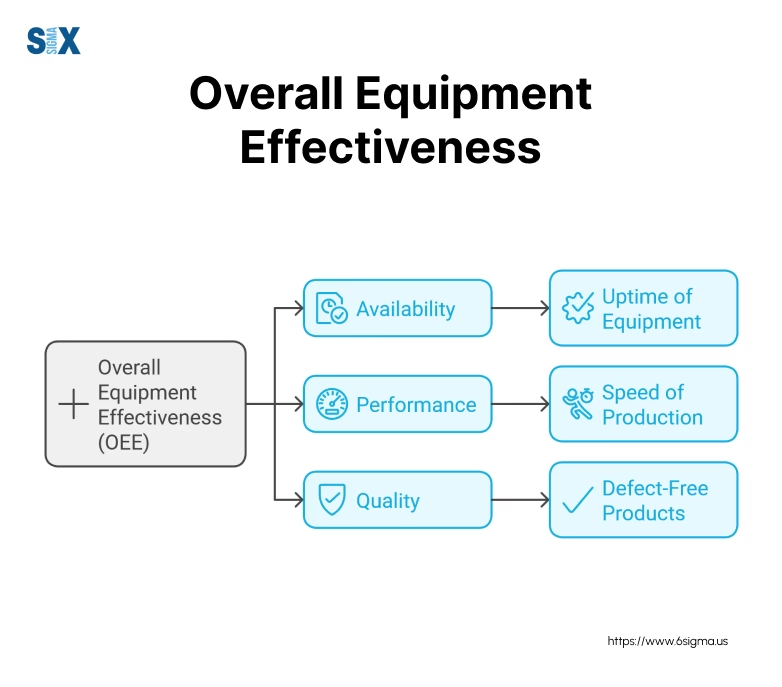
De Tre Søjler i OEE: Tilgængelighed, Ydelse og Kvalitet
OEE-beregningen er et produkt af tre procentvise faktorer, der hver især belyser et specifikt område af produktionstab. Formlen er simpel:
OEE = Tilgængelighed x Ydelse x Kvalitet
Lad os nedbryde hver komponent:
1. Tilgængelighed (Availability)
Tilgængelighed måler tab som følge af stop. Den repræsenterer den procentdel af den planlagte tid, hvor udstyret rent faktisk var i drift. Alle former for planlagte og uplanlagte stop, der forhindrer produktionen, trækker denne score ned.
- Eksempler på tilgængelighedstab: Maskinnedbrud, omstillingstider (changeovers), justeringer, mangel på materialer, pauser.
- Beregning:
Tilgængelighed = Driftstid / Planlagt Produktionstid
2. Ydelse (Performance)
Ydelse måler tab som følge af reduceret hastighed. Den sammenligner den faktiske produktionshastighed med den teoretiske maksimale hastighed for udstyret. Selv små stop og kørsel under optimal hastighed påvirker denne faktor.
- Eksempler på ydelsestab: Korte stop (som ikke registreres som nedetid), kørsel med nedsat hastighed, slidt udstyr.
- Beregning:
Ydelse = (Ideel Cyklustid x Produceret Antal) / Driftstid
3. Kvalitet (Quality)
Kvalitet måler tab som følge af defekte produkter. Den beregner procentdelen af producerede enheder, der opfylder kvalitetskravene fra starten og ikke kræver omarbejdning.
- Eksempler på kvalitetstab: Kasserede produkter (scrap), produkter der kræver omarbejdning (rework), opstartsfejl efter omstilling.
- Beregning:
Kvalitet = Antal Godkendte Enheder / Samlet Produceret Antal
Ved at gange disse tre faktorer sammen får man en samlet OEE-score, der giver et ærligt billede af, hvor stor en del af den planlagte produktionstid, der reelt bliver til værdiskabende output af høj kvalitet.
De Seks Store Tab (The Six Big Losses)
For at gøre OEE endnu mere handlingsorienteret, kategoriserer TPM-metodologien tabene i De Seks Store Tab. Disse er de mest almindelige årsager til tabt produktivitet i produktion og er direkte knyttet til de tre OEE-komponenter.
- Nedbrud (Breakdowns): Uplanlagte stop. Påvirker Tilgængelighed.
- Omstilling og Justering (Setup and Adjustments): Planlagte stop for omstilling eller justering. Påvirker Tilgængelighed.
- Mindre Stop og Tomgang (Small Stops and Idling): Korte stop, hvor operatøren løser et mindre problem. Påvirker Ydelse.
- Reduceret Hastighed (Reduced Speed): Maskinen kører langsommere end den ideelle cyklustid. Påvirker Ydelse.
- Kassation (Defects/Scrap): Produkter, der er så defekte, at de må kasseres. Påvirker Kvalitet.
- Omarbejdning (Rework): Produkter, der er defekte, men kan repareres. Påvirker Kvalitet.
Ved at analysere data og identificere, hvilke af disse seks tab der er de største, kan forbedringsindsatser målrettes præcist der, hvor de har størst effekt.
Fra OEE til OOE: Et Bredere Perspektiv
Mens OEE er et fantastisk værktøj til at måle udstyrets effektivitet, når det er *planlagt* til at køre, findes der en relateret metrik, der giver et endnu bredere billede: Overall Operations Effectiveness (OOE).
Den største forskel mellem OEE og OOE ligger i definitionen af 'tilgængelig tid'.
- OEE: Beregner tilgængelighed baseret på planlagt produktionstid. Tid, hvor fabrikken er lukket eller maskinen ikke er skemalagt, indgår ikke.
- OOE (Overall Operations Effectiveness): Beregner tilgængelighed baseret på den totale driftstid, hvilket inkluderer tid, hvor maskinen ikke var planlagt til at køre af årsager uden for produktionsafdelingens kontrol. Dette kan være mangel på ordrer, strejker eller andre eksterne faktorer.
OOE giver et billede af den overordnede operationelle effektivitet og kan afsløre tab, der ligger uden for selve produktionsgulvet. For de fleste virksomheder, der ønsker at optimere deres maskinpark, er OEE dog det mest relevante og handlingsorienterede nøgletal at starte med.
Almindelige Faldgruber og Myter om OEE
Selvom OEE er et stærkt værktøj, skal det anvendes korrekt for at give værdi.
- Myten om '85% er Verdensklasse': En OEE-score på 85% bliver ofte nævnt som et verdensklasse-mål. Dette kan være en god rettesnor, men det er stærkt kontekstafhængigt. En kompleks proces kan have en lavere 'god' OEE end en simpel proces. Fokus bør altid være på kontinuerlig forbedring frem for at ramme et vilkårligt tal.
- Brug ikke OEE til at sammenligne anlæg: Det er fristende at sammenligne OEE-scorer mellem forskellige maskiner eller fabrikker. Men da definitioner af ideel cyklustid og årsager til stop kan variere, kan det føre til forkerte konklusioner. Brug primært OEE som et internt forbedringsværktøj.
- OEE måler udstyr, ikke medarbejdere: OEE er designet til at afdække tab i processen og udstyret. Det må aldrig bruges som et direkte mål for medarbejderpræstationer, da dette kan føre til frygt og manipulering af data.
Ofte Stillede Spørgsmål (OSS)
Hvad er en god OEE-score?
Det afhænger af industrien og processen. Generelt betragtes 85% som verdensklasse, 60% er typisk, mens 40% indikerer et stort forbedringspotentiale. Det vigtigste er ikke den absolutte score, men tendensen over tid. Målet er altid at forbedre sig.
Hvad er den største forskel mellem OEE og OOE?
Den primære forskel er tidsgrundlaget for beregning af tilgængelighed. OEE bruger kun den planlagte produktionstid. OOE inkluderer også uplanlagt tid (f.eks. tid uden ordrer), hvilket giver et bredere billede af den samlede operationelle udnyttelse.
Hvor skal jeg starte med at forbedre min OEE?
Start med at indsamle pålidelige data for tilgængelighed, ydelse og kvalitet. Analyser dataene for at identificere, hvilken af de tre faktorer (og hvilke af De Seks Store Tab) der forårsager det største tab. Fokuser dine forbedringsindsatser der, hvor du får den største effekt.
At forstå og anvende principperne bag effektivitet og efficiens er fundamentalt for enhver succesfuld produktionsvirksomhed. Ved at bruge et robust værktøj som OEE kan du bevæge dig fra mavefornemmelser til datadrevne beslutninger, systematisk eliminere spild og skabe en kultur for kontinuerlig forbedring, der styrker din konkurrenceevne og bundlinje.
Hvis du vil læse andre artikler, der ligner Effektivitet vs. Efficiens: Forstå OEE i Produktion, kan du besøge kategorien Sundhed.