26/10/2000
I hjertet af enhver succesfuld produktionsvirksomhed ligger en velorganiseret og effektiv proces. Ligesom et sundt hjerte slår i en jævn rytme for at holde kroppen i gang, skal en produktionslinje have en stabil og forudsigelig puls for at sikre et konstant flow af varer. Dette koncept er kernen i operatørstyret produktion, en filosofi, der fokuserer på at skabe et konstant tempo – eller takt – gennem hele fabrikken. Ved at forstå og implementere de rette principper for tempo og flow kan virksomheder ikke kun øge deres output, men også forbedre arbejdsmiljøet og reducere spild. Denne artikel vil udforske de forskellige metoder til at styre produktionsprocesser, deres fordele og ulemper, og hvordan man vælger den rigtige tilgang for at skabe et robust og 'sundt' produktionssystem.
Hvad er Operatørstyret Produktion?
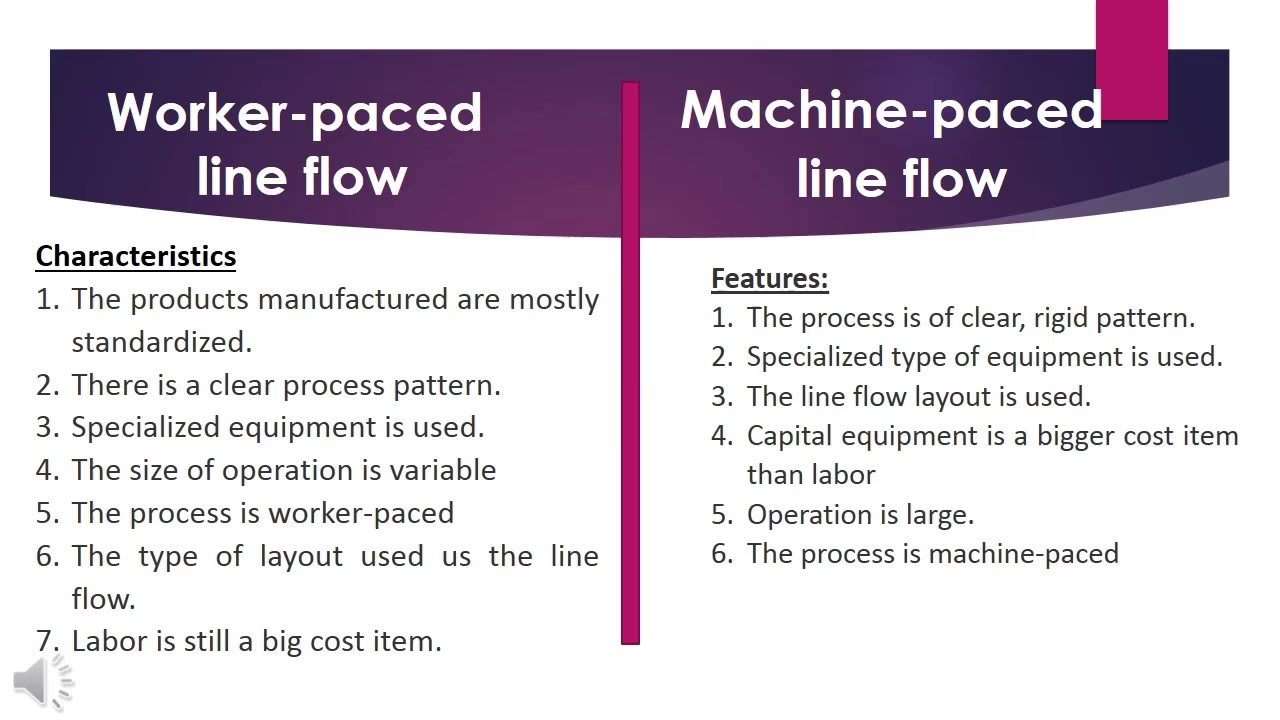
Kernen i operatørstyret produktion er at opretholde et konstant tempo gennem hele fabrikken. Disse fabrikker fremstiller typisk produkter med en standardiseret kompleksitet og variation. Mange opererer 24 timer i døgnet, seks til syv dage om ugen, for at maksimere udnyttelsen af dyrt udstyr. Produktionen er kontinuerlig, da den flyder jævnt gennem fabrikkens forskellige stationer. Automation spiller ofte en central rolle, og medarbejderne – operatørerne – arbejder i takt med systemets rytme. Målet er at skabe et forudsigeligt og stabilt flow, hvor hver proces er synkroniseret med den næste, hvilket minimerer ventetid og flaskehalse. Dette skaber en fornemmelse af en levende organisme, hvor alle dele arbejder sammen i harmoni for at opnå et fælles mål.
Taktede vs. Utaktede Produktionslinjer: En Grundlæggende Forskel
Produktionslinjer kan groft opdeles i to hovedkategorier: taktede og utaktede. Valget mellem disse to filosofier har en fundamental indflydelse på alt fra lagerbeholdning og leveringstid til medarbejdertrivsel.
I en taktet linje er den tid, en operatør eller maskine har til at arbejde på en enhed, strengt begrænset. Når tiden er udløbet, flyttes enheden videre til næste station, uanset om opgaven er fuldført eller ej. Dette skaber et meget forudsigeligt output, men kan også medføre kvalitetsproblemer, hvis tempoet er for højt. Det tvinger organisationen til konstant at forbedre processerne for at sikre, at opgaverne kan udføres inden for den tildelte tid.
I en utaktet linje er der ingen fast tidsbegrænsning. Hver station arbejder på en enhed og sender den videre, når de er færdige. Den næste station tager imod enheden, når de er klar. Dette giver større fleksibilitet og kan bedre håndtere variationer i procestider, men det kræver typisk buffere af varer mellem stationerne for at undgå, at hurtigere processer må vente på langsommere processer.
Sammenligningstabel: Taktet vs. Utaktet
| Funktion | Taktet Linje | Utaktet Linje |
|---|---|---|
| Tidsstyring | Fast, eksternt styret cyklustid (takt) | Fleksibel, styret af den enkelte proces |
| Bufferbehov | Minimalt eller intet | Nødvendigt mellem processer |
| Output | Meget forudsigeligt og stabilt | Variabelt og sværere at forudsige |
| Fleksibilitet | Lav over for variationer i procestid | Høj over for variationer i procestid |
| Problemidentifikation | Problemer stopper hele linjen og er synlige med det samme | Problemer skjules ofte i buffere |
| Medarbejderstress | Kan være højt pga. tidspres | Kan være lavere, men ubalance kan skabe frustration |
Metoder til at Styre Tempoet i Din Produktion
At vælge den rette metode til at styre tempoet – eller 'pace' – i en produktionslinje er afgørende. Det handler ikke om linjebalancering, som fokuserer på at fordele arbejdsindholdet ligeligt mellem stationerne, men derimod om *hvornår* hver proces skal starte sit arbejde. Der findes flere grundlæggende tilgange.
Ustruktureret Timing: Den Organiske Tilgang
Den mest simple tilgang er den ustrukturerede. Selvom processerne er arrangeret i rækkefølge, er der intet fast signal for, hvornår en station skal begynde at arbejde på en ny enhed. Hver proces (både manuel og automatiseret) starter på den næste del, så snart den er færdig med den forrige. Selv hvis alle starter samtidigt ved skiftets begyndelse, vil små variationer hurtigt få processerne til at køre i deres egen, uafhængige rytme.
- Fordele:
Denne type linje er relativt let at sætte op, da man ikke behøver at bekymre sig om synkronisering. Systemets hastighed organiserer sig selv. For manuelle linjer giver det fleksibilitet til at være delvist bemandet, hvilket gør det muligt at skalere output op og ned ved at justere antallet af medarbejdere. Flaskehalse er også lette at identificere – man skal blot se, hvor materialet hober sig op. Endelig fungerer de nødvendige buffere mellem processerne som støddæmpere, der absorberer små udsving i procestiderne. - Ulemper:
Den største ulempe er behovet for et buffer-lager mellem processerne. Dette øger den samlede lagerbeholdning og forlænger produktionens gennemløbstid. Det er også svært at gennemtvinge en bestemt hastighed på systemet, da det kører i sit eget tempo. Slutteligt kan systemets uforudsigelighed gøre det sværere at observere og analysere med henblik på forbedringer.
Pulslinjen: Synkroniseret Bevægelse
En pulslinje er også en flowlinje, men her flyttes alle enheder på samme tid. Når alle processer har afsluttet deres arbejde, flyttes alle dele samtidigt til den næste station. Dette kræver et informationssystem, der signalerer, hvornår alle er klar, eller en fastsat tid for pulsen, hvor man sikrer sig, at alle er færdige. Systemet blev berømt anvendt på Junkers' flyfabrikker i 1926 under navnet "Taktverfahren", hvilket er oprindelsen til lean-begrebet "Takt Time".
- Fordele:
En synkroniseret pulslinje kræver ingen buffere mellem processerne. Da alle dele flytter sig samtidigt, er der intet behov for at afbøde variationer. Ethvert problem, der opstår, bliver øjeblikkeligt synligt for hele linjen, hvilket tvinger en hurtig og permanent løsning frem. Det er også lettere at definere og styre linjens hastighed ved at sætte et mål for pulstiden. - Ulemper:
Pulslinjer skal normalt være fuldt bemandede for at fungere. Dette gør det sværere at justere kapaciteten. En undtagelse er at indføre "tomme pladser" i systemet, hvor man bevidst undlader at starte en ny enhed. Da alle processer skal være færdige før pulsen, kan operatører opleve ventetid, hvis én proces er langsommere end de andre.
Kontinuerligt Bevægelig Linje: Det Klassiske Samlebånd
Den mest kendte form for taktet produktion er det kontinuerligt bevægelige samlebånd, som blev udødeliggjort af Henry Ford. Her bevæger et transportbånd produkterne forbi stationerne med en konstant, uafbrudt hastighed. Operatørerne skal udføre deres opgave, mens produktet er inden for deres arbejdsområde.
- Fordele:
Denne metode giver et ekstremt højt og forudsigeligt output. Mængden af igangværende arbejde (WIP) er minimal. Den konstante bevægelse skaber en stærk og disciplinerende rytme, der holder hele systemet i gang. - Ulemper:
Systemet er meget inflexiblet. Et stop ét sted stopper hele linjen. Det kan være yderst stressende for medarbejderne, da de konstant er under pres fra båndets ubønhørlige tempo. Det stiller enorme krav til linjebalancering og vedligehold for at undgå stop. Fejl, der ikke opdages med det samme, kan hurtigt forplante sig ned ad linjen og skabe store mængder af kassation.
Ofte Stillede Spørgsmål (FAQ)
Hvad er den største fordel ved en taktet produktionslinje?
Den absolut største fordel er forudsigelighed og kontrol. Når du har en fast takt, ved du præcis, hvor mange enheder der produceres pr. time eller pr. dag. Dette gør planlægning, levering og salg meget lettere og mere pålideligt. Desuden tvinger det faste tempo organisationen til at blive bedre til at løse problemer, da der ikke er noget buffer at gemme sig i.
Kan disse principper anvendes uden for fremstillingsindustrien?
Ja, absolut. Principperne om flow, takt og pull-systemer er blevet succesfuldt overført til mange andre brancher. Inden for softwareudvikling bruges metoder som Kanban og Scrum til at styre flowet af opgaver. I sundhedssektoren arbejder man med at forbedre patientflowet gennem hospitaler. I serviceindustrien, som f.eks. fastfood-restauranter, er hele forretningen bygget op omkring en taktet linje for at kunne betjene kunder hurtigt og effektivt.
Hvordan påvirker taktet produktion medarbejdernes trivsel?
Det er et tveægget sværd. På den ene side kan en klar og jævn rytme reducere den mentale belastning, da arbejdet bliver forudsigeligt og rutinepræget. På den anden side kan et tempo, der er for højt eller ensidigt, føre til fysisk og psykisk stress, nedslidning og gentagne belastningsskader. Nøglen til et sundt arbejdsmiljø i et taktet system er korrekt ergonomisk design af arbejdsstationerne, realistisk tidsfastsættelse med indbyggede pauser og en kultur, hvor medarbejderne har mulighed for at stoppe linjen og påpege problemer uden frygt for repressalier.
Hvis du vil læse andre artikler, der ligner Operatørstyret Produktion: Rytme og Effektivitet, kan du besøge kategorien Sundhed.