07/04/2010
Driftsresultaterne for enhver virksomhed i den diskrete fremstillingssektor er direkte afhængige af produktionslinjernes flow. Line- og layoutdesign er fundamentale elementer for at opnå effektivitet, fleksibilitet og kvalitet til de lavest mulige omkostninger. Et vellykket design af produktionslinjer omfatter flere forbedringstemaer, som vil blive behandlet i denne artikel, herunder selve line- og layoutdesignet, 'border of line', standardiseret arbejde, SMED (Single Minute Exchange of Die) og lavprisautomatisering.
- Mestring af Line- og Layoutdesign for Effektiv Produktion
- Vigtigheden af 'Border of Line' i Produktionen
- Implementering af Standardiseret Arbejde for Konsistens
- Optimer Produktionsflowet: SMED-fleksibilitet og Lavprisautomatisering
- Dybdegående Analyse af Line- og Layoutdesign
- De 20 Vigtige Principper for Layout og Line Design
- Ofte Stillede Spørgsmål (OSS)
Mestring af Line- og Layoutdesign for Effektiv Produktion
Hovedformålene med line-design er at implementere konceptet om ét-styk-flow, minimere spild forbundet med operatørernes arbejdsgange, muliggøre masse-tilpasning og forenkle processer før automatisering. Ved at implementere en linje baseret på ét-styk-flow konceptet, redesignes layoutet og udstyret for at producere med et kontinuerligt flow af dele, hvilket sikrer den korrekte rækkefølge af operationer. Målet er at bevæge sig fra batchproduktion til et kontinuerligt flow, fra råmaterialer til færdige produkter, uden afbrydelser. Linjen skal designes til at minimere alle former for spild (også kendt som *Muda*). En anden udfordring er at skabe en linje, der er fleksibel nok til at producere flere forskellige modeller med en omstillingstid så tæt på nul som muligt. Endelig, når linjen er så optimeret som muligt, evalueres muligheden for at automatisere visse operationer for at forbedre ergonomi og effektivitet.
Grundlæggende Principper for Effektivt Line- og Layoutdesign
Det primære fokus for forbedring i produktionsflowet er line- og layoutdesign. Hovedmålene i denne fase er:
- Øge produktiviteten
- Forbedre serviceniveauet (levering til tiden og leveringstid)
- Reducere processpild og variabilitet
- Reducere det areal, linjen optager
- Reducere lagerbeholdningen på forskellige punkter i linjen
- Reducere skrot og omarbejde
- Øge teamwork og alsidighed
Prioriteten er at analysere processerne for de forskellige produktfamilier og designe linjer, der anvender konceptet om kontinuerligt flow og eliminerer alle operationer, der ikke tilføjer værdi. Denne proces gennemgår et sæt af faser, hvoraf vi fremhæver de vigtigste:
- Analyse af mængder pr. produktfamilie og beregning af takt-tid pr. familie og reference.
- Konstruktion af proces vs. produkt-matrixen.
- Design af procesdiagrammet.
- Linjebalancering (Yamazumi-diagram).
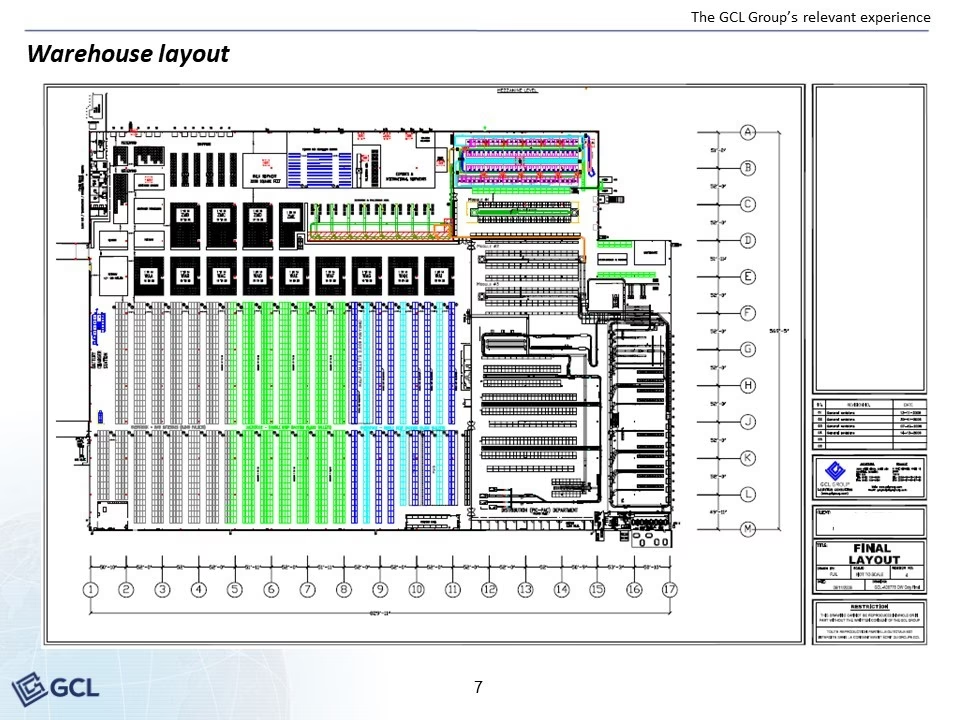
- Design af et effektivt layout.
- Konstruktion af linje-mock-up og simulering.
- Beregning af 'border of line' og planlægning af fysiske ændringer.
- Definition af informationsflow.
- Implementering af fysiske ændringer.
- Planlægning og logistiske krav.
- Implementering af visuel styring og opdatering af standarder.
Denne tilgang er struktureret og giver mulighed for at fokusere på værdiskabende aktiviteter, skabe et kontinuerligt flow og eliminere spild.
Vigtigheden af 'Border of Line' i Produktionen
'Border of line' er grænsen mellem produktion og intern logistik, og dens design består i at definere placeringen og containeriseringen af alle råmaterialer og komponenter, der er nødvendige for linjen. Det er en del af line-designet, men fortjener særlig opmærksomhed, da 'border of line' er fundamental for linjens korrekte funktion. Den skal opfylde fire væsentlige kriterier:
- Alle dele skal placeres for at minimere plukkebevægelserne for linjens operatører.
- Den tid, der kræves for at skifte dele fra et produkt til et andet, skal være tæt på nul.
- Beslutningen om genopfyldning skal være intuitiv og øjeblikkelig.
For at opfylde disse kriterier skal placeringen af delene, typen af containere og deres flow på linjen overvejes omhyggeligt. De designede løsninger skal altid tage hensyn til ikke kun linjens produktivitet, men også effektiviteten af den interne logistik.
Implementering af Standardiseret Arbejde for Konsistens
En anden forbedring i produktionsflowet er standardiseret arbejde, som består af den hidtil bedste kendte måde at udføre en given opgave på. Det betyder at minimere arbejdernes bevægelser og dermed optimere arbejdet. Ved at observere arbejdernes bevægelser på en optimeret linje, bør man få opfattelsen af, at de bogstaveligt talt er 'limet' til produktet og udfører arbejdet med korte og flydende bevægelser, uden anstrengelse eller stress.
Standardiseret arbejde giver mulighed for at:
- Måle og forbedre arbejdsmetoder.
- Reducere udførelsestider.
- Dele bedste praksis blandt medarbejdere.
- Standardisere ved at tilpasse organisationen til den bedste måde at arbejde på.
Implementeringen indebærer observation af medarbejdernes bevægelser og den tid, de tager at udføre dem, samt identifikation af anomalier og vanskeligheder, som medarbejderen oplever. Processen er generelt struktureret i fem faser: Definition af forbedringsmål, arbejdsstudie (spaghetti-diagrammer, tidsmåling og søgen efter *muda*), implementering af forbedringer, arbejdsstandardisering (enkle og visuelle standarder) og træning af medarbejdere.
Optimer Produktionsflowet: SMED-fleksibilitet og Lavprisautomatisering
Efter at have designet linjen, layoutet og 'border of line' i henhold til Kaizen- og Lean-principper, er det afgørende at overveje to andre relevante temaer: omstillingstider og automatiseringsmuligheder. For at adressere disse to forbedringspunkter anvendes to forskellige metoder. SMED (Single-Minute Exchange of Dies) søger at minimere omstillingstider ved referenceskift. På den anden side vurderer lavprisautomatisering, hvilke operationer der kan drage fordel af automatisering og bestemmer de mest effektive løsninger.
Frigør Produktionsagilitet med SMED
SMED blev udviklet i Japan af Shigeo Shingo for Toyota som en del af deres produktionssystem. Målet med SMED er at reducere opsætningstiden for udstyr eller linjer, hvilket giver større fleksibilitet i produktionen, reducerer lagerbeholdningen og øger markedets reaktionsevne. Opsætning henviser til perioden mellem produktionen af den sidste enhed af den forrige serie, udført med den krævede effektivitet, og produktionen af den første enhed af en ny serie, med den definerede effektivitet.
Implementeringen af SMED gennemgår følgende faser:
- Studie af arbejdet.
- Adskillelse af internt og eksternt arbejde (opgaver udført hhv. med maskinen stoppet og kørende).
- Konvertering af internt arbejde til eksternt arbejde.
- Reduktion af internt arbejde.
- Reduktion af eksternt arbejde.
Fordelene ved at øge fleksibiliteten er enorme, og dens implikationer for at reducere batchstørrelsen er en af de vigtigste drivkræfter for at skabe flow. Nul opsætningstid er altid hovedmålet og tillader en blandet sekvens af forskellige produkter at flyde langs linjen. Dette er tilfældet med nuværende bil-samlebånd, hvor forskellige modeller kan ses bevæge sig langs linjen efter hinanden.
Integrering af Lavprisautomatisering i Produktionslinjer
Efter at have optimeret linjen, standardiseret arbejdet og reduceret opsætningstiderne, er det tid til at analysere mulighederne og fordelene ved automatisering for at opnå større produktivitet og ergonomi. Da automatisering kan have høje omkostninger og ikke give et tilstrækkeligt afkast af investeringen, fokuseres der på lavprisautomatisering. Målet er således at sikre et automatiseringsniveau, der bringer fordele til produktionsprocessen og samtidig sikrer et afkast af investeringen.
Gode eksempler på lavprisautomatisering i enhedsflow-linjer er de linjer, der er kendt som Chaku Chaku (på japansk betyder det 'læs læs'). Denne type linje er baseret på brugen af et kontinuerligt enhedsflow, der giver operatøren mulighed for at bevæge sig langs linjen og læsse nye dele, mens de færdige stykker automatisk aflæsses. Den primære fordel ved Chaku Chaku-systemet er optimeringen af tid og bevægelse.
Dybdegående Analyse af Line- og Layoutdesign
Line- og layoutdesign er processer, der kræver en række trin og strategiske beslutninger. Vi detaljerer to grundlæggende faser af denne proces nedenfor. Den første fase involverer beslutningen om at bruge flere mindre maskiner eller et mindre antal større maskiner. Den anden fase vedrører den indledende proces med at karakterisere produktionen og balancere linjen.
Sammenligning: Store vs. Små Maskiner i Produktionsflow
At gå fra et funktionelt layout til et flow-layout er et af de største paradigmeskift i produktionsprocesser. Et spørgsmål, der ofte skaber diskussion, er udskiftningen af store og eksklusive maskiner med flere og mindre in-line maskiner. En anden vigtig beslutning er antallet af nødvendige flowlinjer: en enkelt større linje med flere medarbejdere eller flere mindre linjer. Fordelene ved flere mindre linjer er tydelige, især når man overvejer implikationerne for lancering af nye modeller og forøgelse af produktvariationen.
| Implikation | Enkelt Stor Linje | Flere Små Linjer |
|---|---|---|
| Lancering af ny model | Den tid, der kræves til forberedelse og træning, vil påvirke produktionen af det nuværende produkt. | Forberedelsestiden reduceres, og kun én linje påvirkes, uden indvirkning på andre linjer i den indledende produktionsperiode. |
| Øget produktvariation | Mere variation indebærer flere omstillinger, hvilket vil betyde et større tab. Antallet af operatører kan have brug for konstant at ændre sig. | Antallet af omstillinger pr. linje reduceres. Operatørernes rotation forenkles. |
En anden vigtig egenskab ved små enhedsflow-linjer er det, japanerne kalder Shojinka. Shojinka betyder, at linjens layout er fleksibelt med hensyn til antallet af operatører, der kan arbejde på linjen, og deres antal vil definere linjens cyklustid. Tilføjelse af flere operatører reducerer linjens cyklustid og øger linjens output.
Simple Teknikker til Profilering og Linjebalancering
Et vigtigt skridt i linjens design er den indledende karakterisering af den forventede produktion. Designet bør starte med en Produkt-Mængde (PQ) analyse. Dette er en metode, der afslører de solgte mængder på et år for hver færdigvare-reference. Analysen bør afsluttes med ABC-metoden, hvor A repræsenterer de referencer, der står for 80% af den solgte mængde, B repræsenterer de næste 15%, og C svarer til de mindst producerede referencer. Linjebalancering er et andet afgørende skridt i skabelsen af flowlinjer. Det indebærer at tildele opgaver til hver arbejdsstation, så de er afbalancerede med linjens cyklustid. Dette kan visualiseres på et Yamazumi-diagram.
De 20 Vigtige Principper for Layout og Line Design
For at optimere produktionsflowet skal line- og layoutdesignet stemme overens med Lean Manufacturing-principperne. Vi har syntetiseret tyve principper som bedste praksis for et effektivt og fleksibelt produktionssystem.
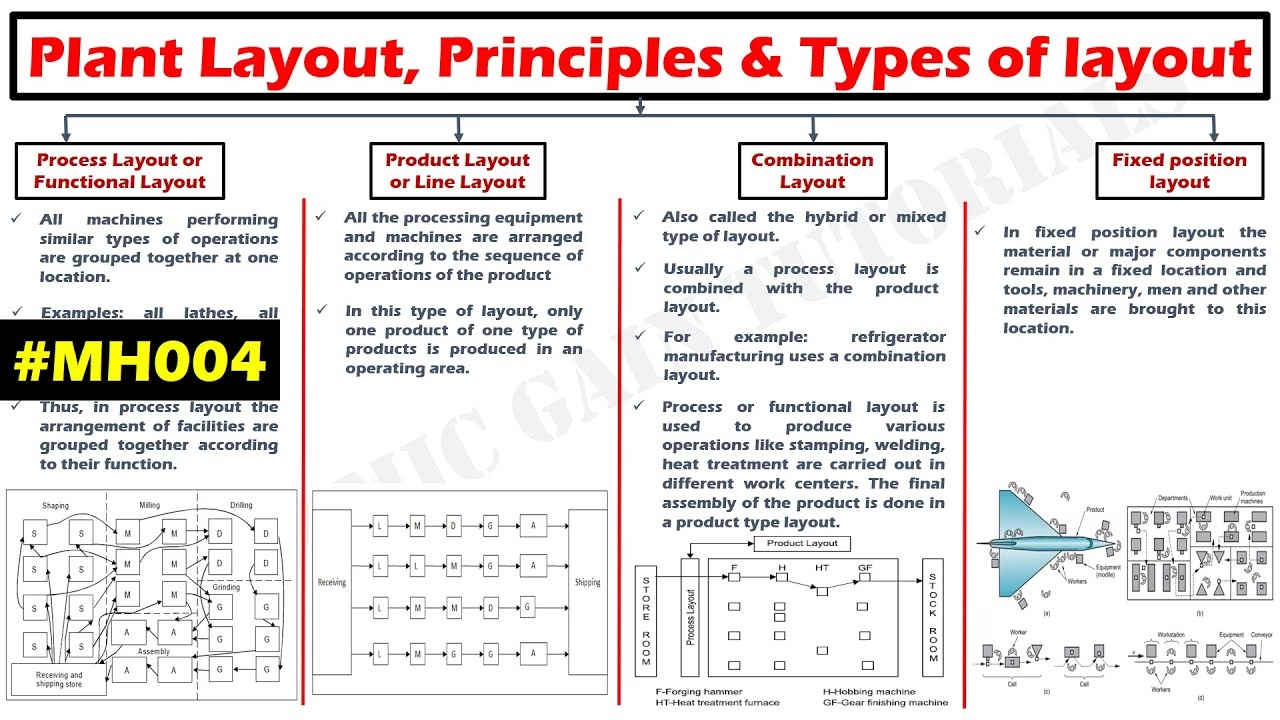
- Design linjer baseret på produkttyper, volumener og livscyklusser.
- Design layoutet for enhedsflow.
- Design småt og in-line udstyr, der er let at manøvrere.
- Juster linjens hastighed efter kundens efterspørgsel (takt-tid).
- Eliminer transport-Muda (spild).
- Design linjer med henblik på nul opsætningstider.
- Undgå øer af isolerede operatører.
- Adskil manuelt arbejde fra maskinarbejde.
- Synkroniser input med output af dele.
- Design simpelt og smalt udstyr.
- Placer kun de nødvendige materialer inden for rækkevidde (foretræk frontal forsyning).
- Arbejdet skal flyde fra højre mod venstre (mod uret).
- Husk, at Karakuri (eller subtil manøvredygtighed) er vigtigt.
- Sænk farten så meget som muligt.
- Maskiner skal stoppe, når der opstår defekter (Jidoka).
- En mekanisk tilgang er at foretrække frem for en elektrisk.
- Automatiser ikke uden omhyggelig forudgående analyse.
- Arbejd ikke på flere dele inden for en enkelt proces på samme tid.
- Simuler med mockups, før du implementerer en løsning.
- Organiser layoutet i flow og hold væggene frie.
Disse principper danner grundlaget for at skabe effektive og fleksible produktionslinjer, der opfylder kundernes behov med minimalt spild og dermed bidrager til operationel excellence.
Ofte Stillede Spørgsmål (OSS)
Hvad er Line- og Layoutdesign?
Line- og layoutdesign henviser til sekvensen af trin for at definere produktionsprocessen. Målet er at definere rækkefølgen af operationer, forbedre arbejdsflowet og minimere spild, hvilket implementerer en mere effektiv og fleksibel produktionsproces, der er afstemt med kundens efterspørgsel.
Hvad er 'Border of Line'?
'Border of Line' er grænsefladezonen mellem produktionslinjen og interne logistikaktiviteter. Det er her, de materialer, der er nødvendige for produktionen, leveres, og hvor tomme beholdere og færdige produkter fjernes fra linjen.
Hvad er Standardiseret Arbejde?
Standardiseret Arbejde er en metode, der bruges til at definere den mest effektive måde at producere et produkt eller levere en service på. Det omfatter ikke kun studiet og forbedringen af operationer, men også udviklingen af standarder og træning af medarbejdere i disse standarder.
Hvad er SMED?
SMED står for Single-Minute Exchange of Dies, en metode udviklet til at reducere den tid, der er nødvendig for at skifte fra en produktionsserie til en anden. Målet er at minimere udstyrets omstillingstider, hvilket giver mulighed for mindre produktionspartier, mindre lager, kortere leveringstider og større produktionsfleksibilitet.
Hvad er Lavprisautomatisering?
Lavprisautomatisering indebærer implementering af automatiseringsløsninger, der er omkostningseffektive, hvilket betyder, at de har et godt afkast af investeringen. Det består i at bruge teknologi og automatisering, der forbedrer produktivitet, kvalitet og sikkerhed, samtidig med at investeringen minimeres.
Hvorfor er layout vigtigt i produktion?
I produktion sikrer et optimeret layout et jævnt arbejdsflow, reducerer materialehåndteringstid og minimerer flaskehalse, hvilket resulterer i højere produktion og lavere driftsomkostninger.
Hvis du vil læse andre artikler, der ligner Effektivt Line- og Layoutdesign i Produktion, kan du besøge kategorien Sundhed.